
ブログサンプル6
機械部品の調達をラクチンにします
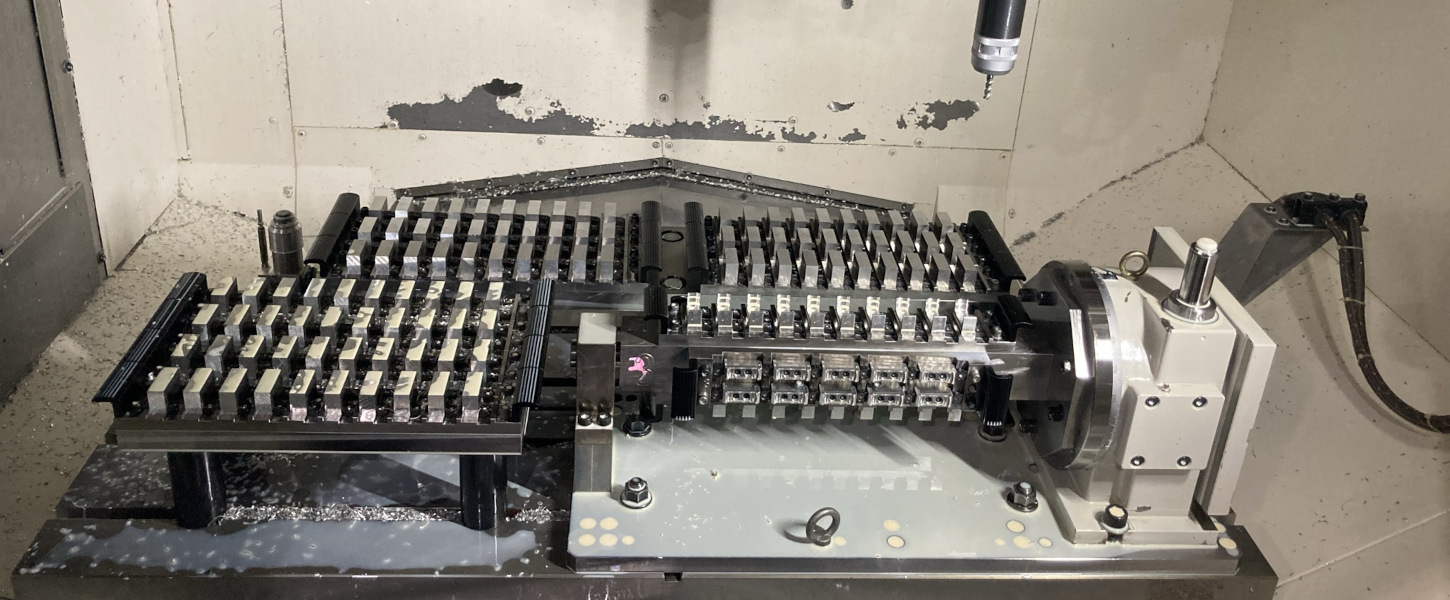
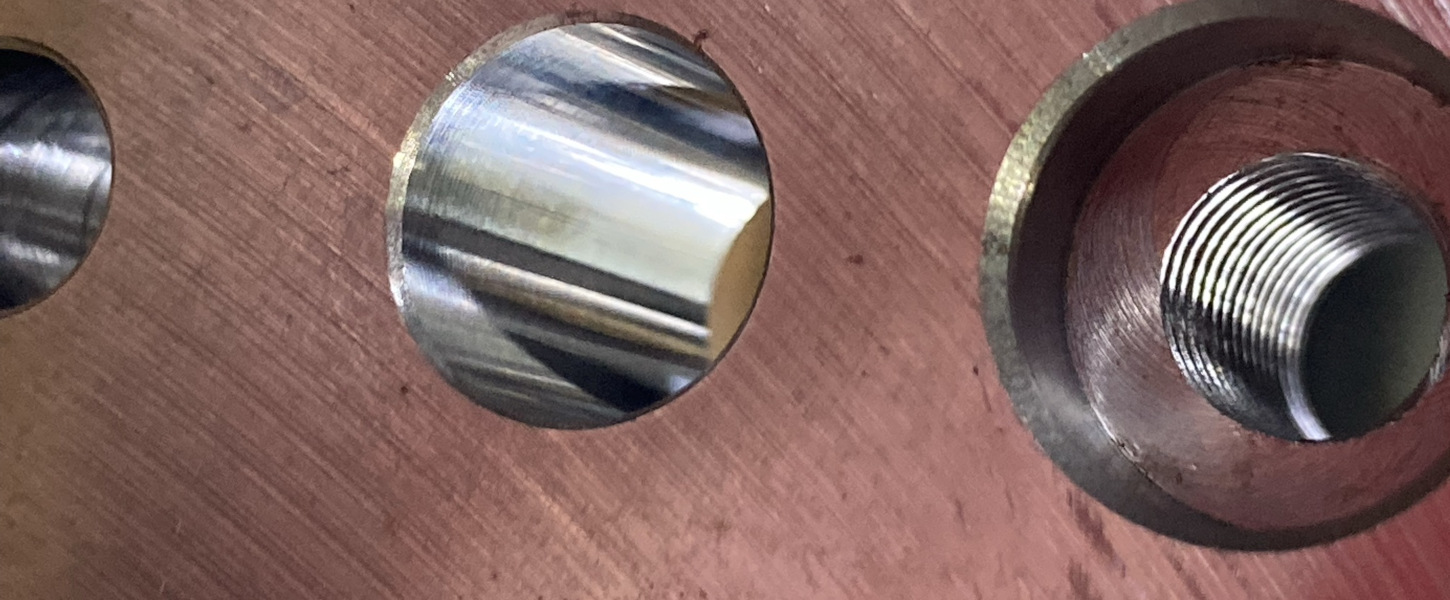
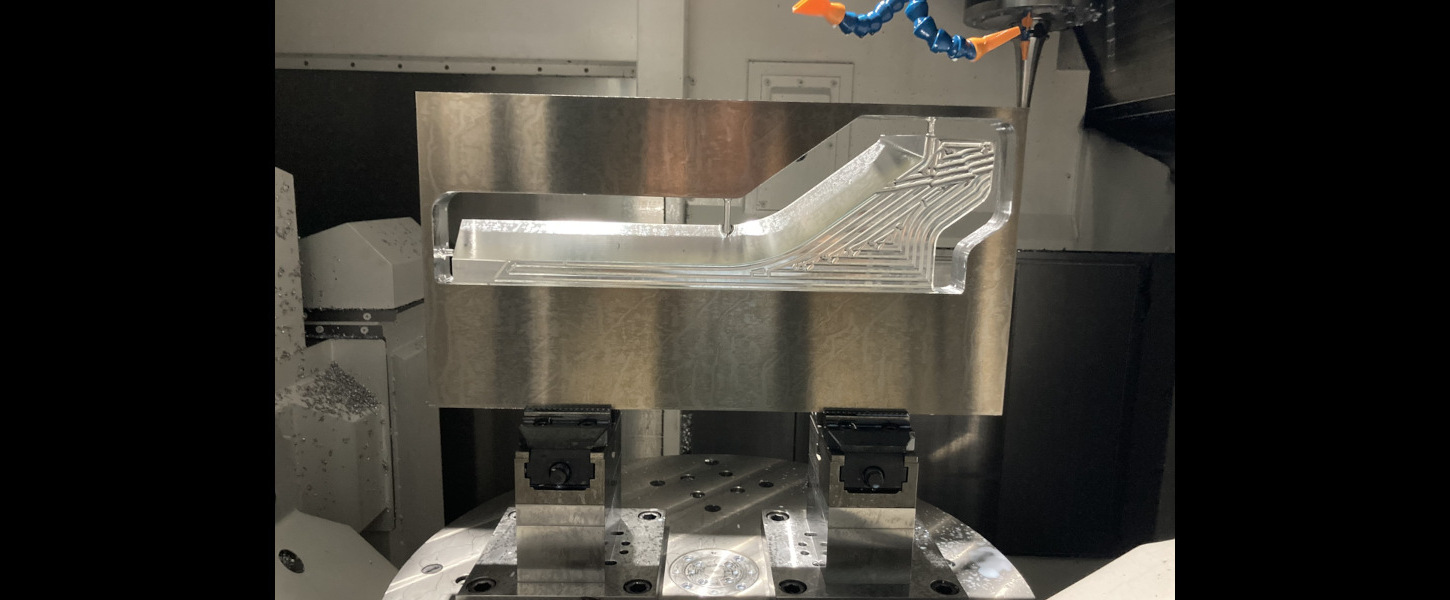
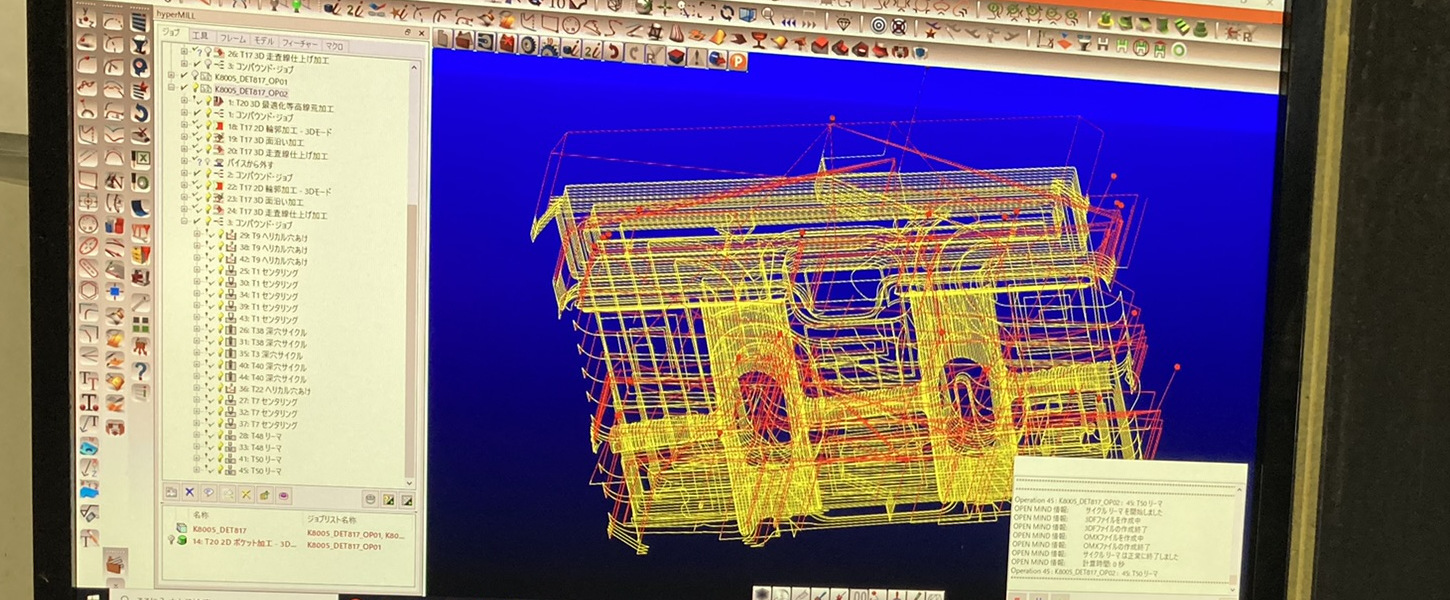
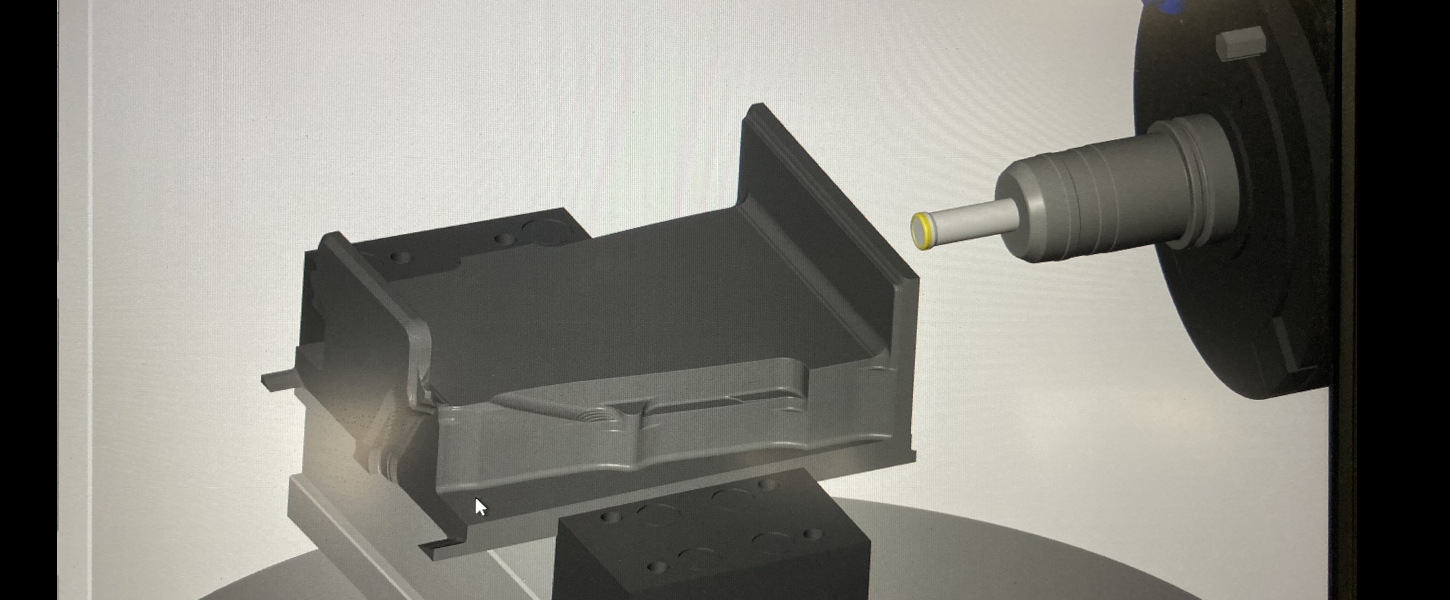
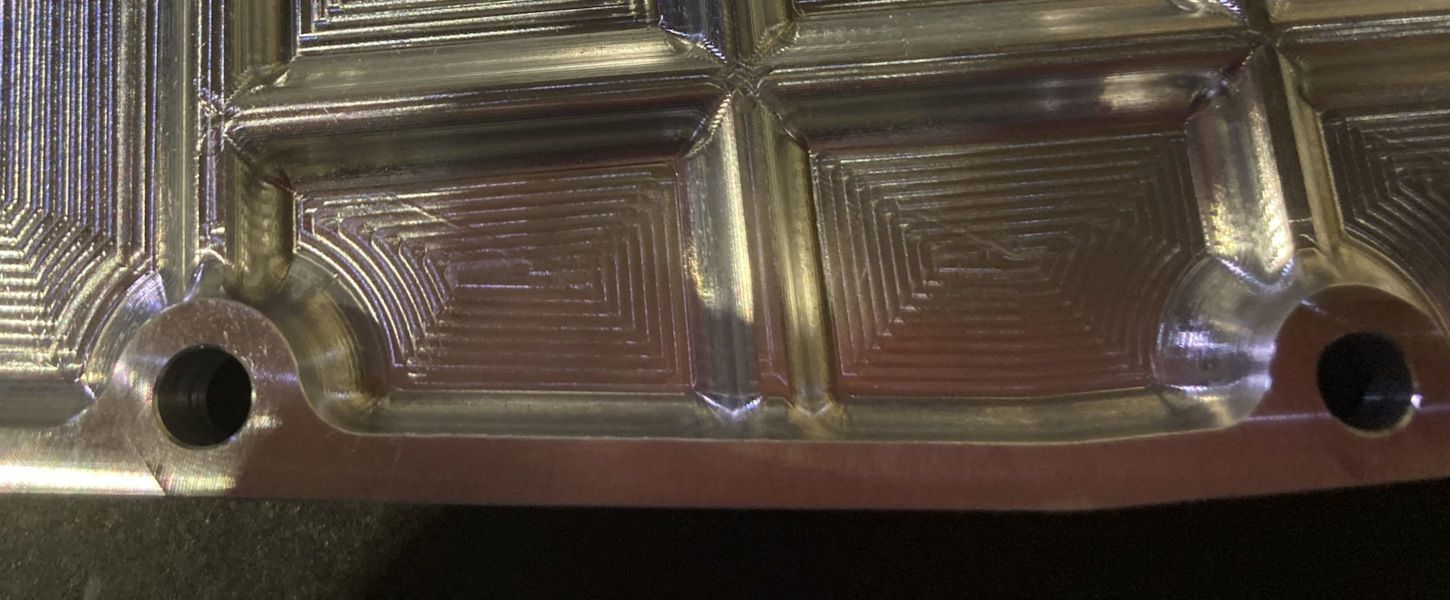
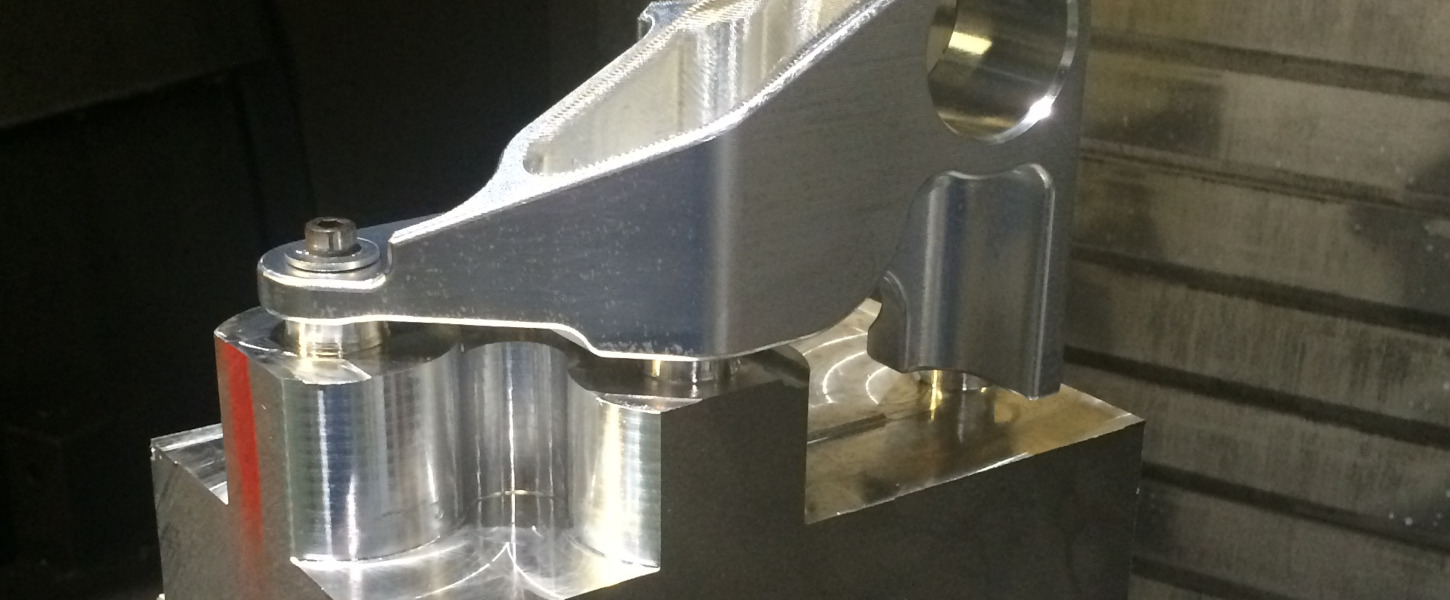
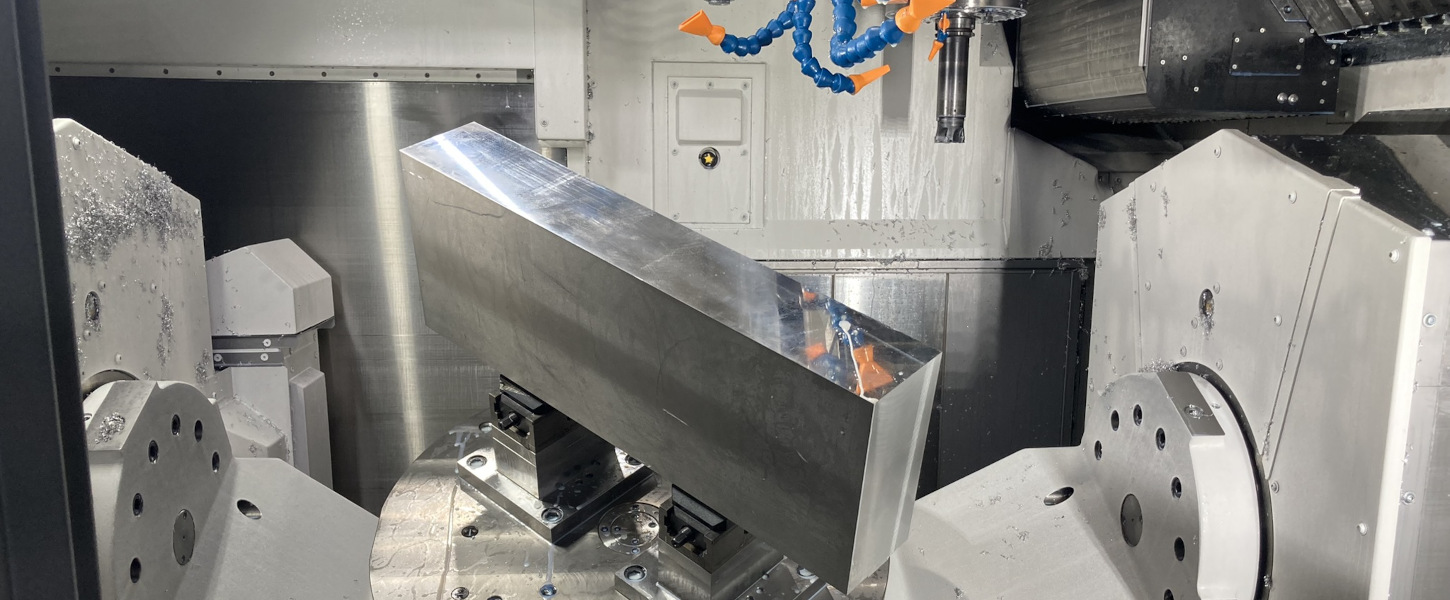
・研究開発の試作部品 ・ちょっと加工が難しい量産部品 ・インコネルなどの難削材の部品 をラクチンに調達いただけます




私たちが取り組む事業
お客さまの機械部品の調達をラクチンにします を目指して事業に取り組んでいます
シマダ機工について
お客さまの機械部品の調達をラクチンにします を目指して運営しています
お知らせ
お知らせ、キャンペーン、プレスリリースなどについて紹介しています
シマダ機工の奮闘記録
お客さまの声、お仕事の状況、製作事例(掲載許可済み品)などについて紹介しています